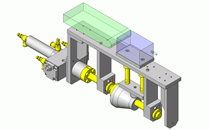
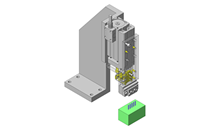
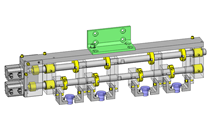
点浇口结构的流道锁定形状有多种倒扣形式,一般多用图1的类型。
图1的类型是,将头部有倒扣形状的拉料销配置在主流道的根部,在定模板和流道板之间打开时将流道和浇口强制脱模的方式。
拉料销的头部嵌入在流道板的流道空隙处,通过压板或内六角螺塞固定在定模安装板上。
在这种方式下,如果是薄壁成形品或流动性不好的树脂,由于拉料销的头部使流道内的通路变窄,在成形条件方面就需要较高的填充压力和保压。

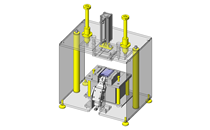
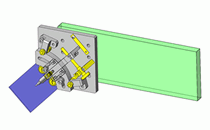
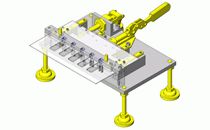
此种情况下,可以考虑将扣针部位沉到流道板里固定的方法,如图2所示。用这个方法的话,需要在流道板上加工锥形的扣位形状,所以模具的制作费用会变高,但是可以改善成形时的压力损失。

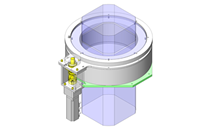
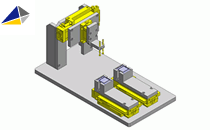
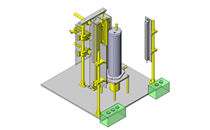
如果想缩短成形周期,有时会将拉料销的头部做成尖的圆锥形,可以同时起到胶位减薄和扣紧流道的作用,如图3所示。用这个方法的话,由于流道中心部的胶位被去除,提高了冷却效率,对成形周期的缩短非常有效果。

相关分类:拉料销